Friction Stir Welding (FSW) is a solid state welding
procedure employ for welding similar and dissimilar materials. The procedure is
widely employed because it produces sound welds and does not have universal
problems such as solidification and liquefaction cracking associated with the
fusion welding methods. The FSW of Aluminum and its alloys has been
commercialized; and recent attention is focused on joining dissimilar
materials. However, in order to commercialize the procedure, research studies
are essential to characterize and establish procedure windows. In particular,
FSW has inspired investigators to attempt joining dissimilar materials such as aluminium
to copper which vary in properties and sound welds with none or limited
intermetallic compounds has been produced. In this paper, we review the current
research state of FSW between aluminium and copper with a center on the
resulting weld microstructure, mechanical trying and the tools employed to
produce the welds and also an insight into future research in this field of
study.
INTRODUCTION
Researchers
have been focused on developing fast and eco-friendly procedures in
manufacturing and this include Friction Stir Welding and Procedureing. Friction
Stir Welding (FSW) is a solid–state joining method invented and patented by The
Welding Institute (TWI) in 1991 for butt and lap welding of ferrous and
non–ferrous metals and plastics. FSW is a continuous procedure that involves
plunging a portion of a particularly shaped rotating tool between the butting
faces of the joint. The relative motion between the tool and the substrate
generates frictional warm that creates a plasticized region about the immersed
portion of the tool. Friction stir welding procedure uses a non-consumable
rotating tool consisting of a pin extending below a shoulder that is required
into the adjacent mating edges of the work piece as illustrated in Fig. 1.
The heat input, the forging action and the stirring action of the tool induces
a plastic flow in the substance, forming a solid state weld.

Fig.1. Schematic
diagram of the Friction Stir Welding procedures
It was realized in the
development of the FSW procedure that the tool design is critical in producing
sound welds. A basic and conventional design for a FSW tool is shown in Fig. 2
which consists of a threaded pin and a concave shoulder. FSW tools follow the
same vital trends in terms of their shape and geometries. They are generally consisting
of three generic features including a shoulder, a probe also known as a pin and
external features on the probe.
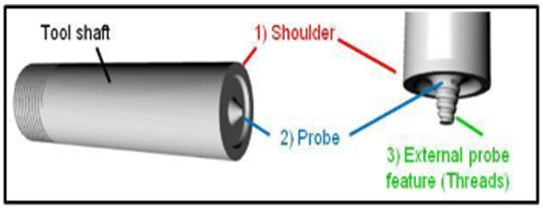
Fig.2. Schematic View
of FSW Tool
FSW joints frequently
consist of varying regions as illustrated in Fig. 3 following the terminologies
employed by Thread gill which include the unaffected material or parent metal,
the Heat-Affected Zone, the Thermo mechanically Affected Zone and the weld
nugget.

Fig.3. Illustration
of variant micro structural regions in the transverse side view of a friction
stir welded material.
An unaffected material
B, heat affected zone C, thermo mechanically affected zone D, weld nugget. The
Unaffected material or parent material is the material distant from the welds
that have not been deformed. The Heat Affected Zone is the region which lies
closer to the weld centre ; the material has practiced a thermal cycle that has customized
the microstructure and the mechanical properties. Though no plastic deformation
occurs in this area. The Thermo Mechanically Affected Zone (TMAZ) is the area
in which the FSW tool has plastically deformed the material, and the heat from
the method has also exerted some influence on the material. In the case of
aluminium, it is possible to get significant plastic strain lacking recrystallization
in this region and there is usually a distinct boundary between the
recrystallized zone (weld nugget) and the deformed zone of the TMAZ and the
Weld nugget is the fully recrystallized area, occasionally called the Stir Zone
(SZ) or Stir Nugget (SN), it refers to the zone previously occupied by the tool
pin. Prior to the development of FSW, conventional fusion welding procedures
were employed to join similar and dissimilar materials. Friction stir welding
of dissimilar materials ruins not completely researched. Friction stir welding
of dissimilar materials such as aluminium and copper in particular require to
be fully understood due to their variant melting temperatures. The high
chemical affinity of equally base materials promotes the formation of brittle
intermetallic Al/Cu phases, which requires extensive research. Additionally,
aluminium and copper are not easy to weld with conventional welding procedures
due to their high reflectivity and thermal conductivity. Brittle intermetallic
phases expand in the joint zone since copper and aluminium are not very soluble
in the solid state. These intermetallic phases lower the toughness of the weld
and guide to cracks during and after the welding. Moreover, aluminium to copper
welding is increasingly engaged in some realistic applications such as heat
transfer equipments, electrical and electronics industries, aesthetical
applications etc. In addition, aluminium alloys are extensively employed to
produce aerospace components with high specific strength. However, when
traditional welding procedures are applied to these aluminium alloys, they
often involve disadvantages that have sometimes discouraged the use of welded
components. Many investigators have published reviews on friction stir welding
and focusing on the tools employed, Friction stir procedureing , dissimilar
alloys and on aluminium alloys. To the best of our knowledge, no evaluation
focusing on friction stir welding of aluminium to copper has been published. As
a result, this paper significantly reviewed the accessible published literature
by focusing on the latest work done on friction stir welding of aluminium
copper alloys. The rest of the paper is foc employed on the resulting micro
structural development, the mechanical properties categorization and the tools engaged
to produce the welds between aluminium and copper.
CONCLUSIONS AND
FUTURE RESEARCH
FSW procedure
is an eco friendly solid state joining method compared to the conventional
welding techniques. The joining of aluminium to copper using FSW has been
reviewed to open a research window to investigators in order to expand the
method to other aluminium and copper alloys with the aim of achieving optimized
parameters thereby leading to the commercialization of joints among these
materials. Investigation on friction stir welding between aluminium and copper
has not yet been thoroughly researched. Greatly the work has been focused employed
on welds characterizations and study of the material flow. There is still, a
strong require in developing the industrial applications of FSW between
aluminium and copper in the manufacturing sector for the improvement of the
industries. Thus, the use of the FSW method to join aluminium and copper alloys
and material shapes is of importance in the development of their industrial
applications. In summary, the review of the friction stir welding of dissimilar
materials focusing on aluminium and copper has been successfully conducted.
This will provide a comprehensive insight for the current and also supply the
current state of research on FSW between aluminium and copper in order to fill
the gaps with new research approaches and ideas. In addition, new studies on
FSW between aluminium and copper with respect to the procedure optimization and
collection of cost effective FSW tools to produce sound welds still needs to be
developed.
.png)



No comments:
Post a Comment